


联系我们

当前位置:
天津 鑫创荣业有限公司 >
宿迁本地行业频道
【紫铜管】铝管源头厂家经验丰富
更新时间:2024-12-27 08:23:53 浏览次数:11 公司名称:天津 鑫创荣业有限公司
以下是:【紫铜管】铝管源头厂家经验丰富的产品参数
| 材质 | T2/TP2 |
|---|---|
| 含铜量 | 99.98 |
| 用途 | 空调、工业、油管 |
以下是:【紫铜管】铝管源头厂家经验丰富的图文视频



【紫铜管】铝管源头厂家经验丰富_鑫创荣业有限公司,固定电话:13512916963,移动电话:022-58162326,联系人:马蕊,QQ:2689289878,天津津南工业区发货到江苏省 宿迁市 宿城区、宿豫区、沭阳县、泗阳县、泗洪县 发货到 江苏省宿迁市。 江苏省,宿迁市 宿迁市,简称宿,古称下相、宿豫、钟吾等,江苏省辖地级市,位于长三角北翼,江苏省北部,地处徐州市、连云港市、淮安市中心地带,是徐州都市圈、江淮生态经济区核心城市。截至2023年6月,宿迁市辖2区3县,总面积8555平方千米。2022年末,宿迁市常住人口为497.53万人。
想要更直观地了解【紫铜管】铝管源头厂家经验丰富产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
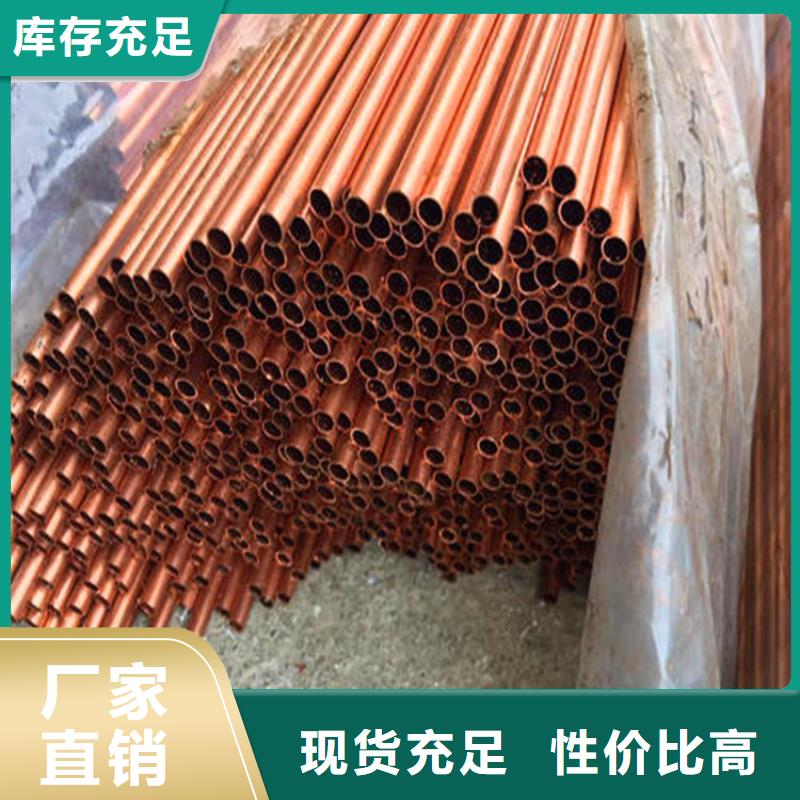
以下是:【紫铜管】铝管源头厂家经验丰富的图文介绍
紫铜管焊接应在通风良好的场所进行,以防止铜中现象。且焊后,应用平头锤敲击焊缝,以应力和改善焊缝的质量。二、气焊焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝;另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。



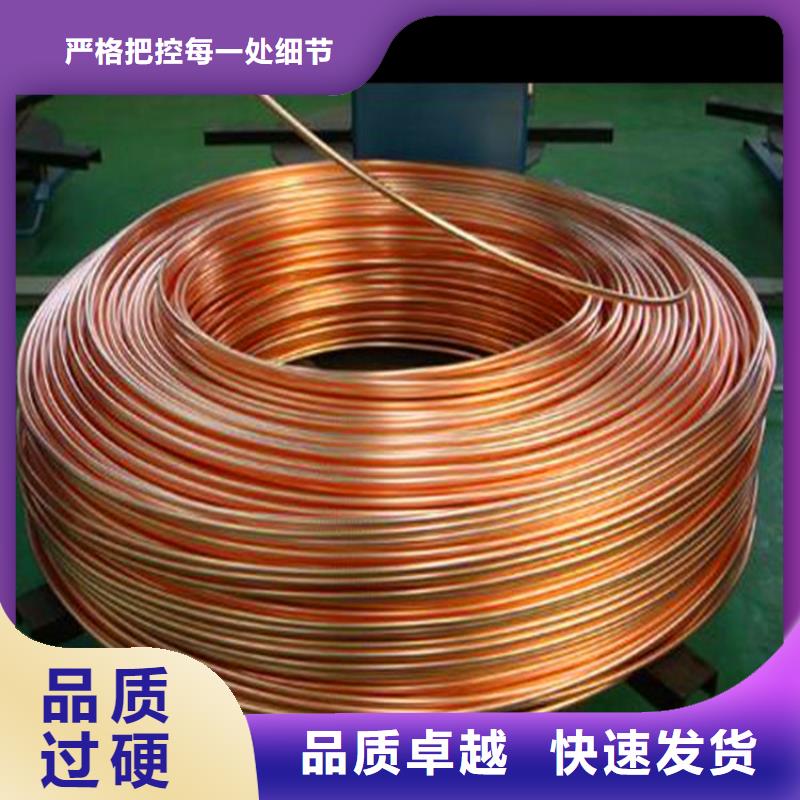
高温下,纯铜的吸气性强,且在熔炼时,应尽量气体来源,并使用经煅烧过的木炭作熔剂,也可用磷做脱氧剂。此外,浇铸过程在保护或复盖烟灰下进行,铸造温度为1150-1180℃。紫铜管的缺点1、对于紫铜管来说,生产成本高以及价位高就是它的缺点,与其他管件相比,紫铜管的成本要高出很多,而且铜管接口处连接对施工的工艺水平要求也很高。且浇铸过程要在的保护或复盖烟灰下进行,建议铸造温度为1150-1230℃,线收缩率为2.1%。成形性能:纯铜管有极好的冷、热加工性能,能用各种的加工工艺加工,如拉伸、压延、深冲、弯曲、精压和旋压等。且在热加工时,应控制加热介质,使呈氧化性。
此外,热加工温度应为800-950℃。焊接性能:易于锡焊、铜焊,也能进体保护焊、闪光焊、电子束焊和气焊,但不宜进行点对焊和埋弧焊。2、磷脱氧铜管的工艺优势熔炼与铸造:磷脱氧铜管使用工频有芯感应电炉熔炼。
此外,热加工温度应为800-950℃。焊接性能:易于锡焊、铜焊,也能进体保护焊、闪光焊、电子束焊和气焊,但不宜进行点对焊和埋弧焊。2、磷脱氧铜管的工艺优势熔炼与铸造:磷脱氧铜管使用工频有芯感应电炉熔炼。



鑫创荣业有限公司是一家专注于 江苏宿迁铜绞线产品研究、开发、生产及销售的高科技技术型企业。公司依托雄厚的技术力量并与多家科研单位及高等院校建立了密切的合作关系,公司具备先进的生产工艺及严格的生产管理制度,研发和生产了各种 江苏宿迁铜绞线。



选购【紫铜管】铝管源头厂家经验丰富来江苏省宿迁市找鑫创荣业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:马蕊-13512916963,{QQ:2689289878},地址:[津南工业区]。